Материаловедение
решение заданий по материаловедению
Получение композиционных материалов
Пропитка волокон расплавом матрицы. Этот способ получения КМ заключается в пропитке расплавленным материалом матрицы упрочнителей в виде волокон, нитевидных кристаллов, уложенных в литейную форму в определенном порядке или произвольно. К преимуществам этого метода можно отнести возможность получения готового изделия, не требующего дополнительной механической обработки. Применять этот метод можно только при хорошей смачиваемости волокон жидкой матрицей. Существенным недостатком такого метода пропитки является наличие после заливки пустот, сильно снижающих прочность КМ. Образование таких пустот связано с тем, что при большом содержании упрочняющих волокон (40-80% по объему), расстояния между волокнами настолько малы, что расплавленный металл под собственным весом не может залить все поры. Как разновидность этого способа является непрерывная пропитка пучка волокон, проходящего через расплавленный металл при нормальном давлении. Для изготовления КМ, применяемых при температурах ниже 200°С используют полимерные матрицы. К таким композитам относятся стеклопластики, армированные короткими стеклянными волокнами. В качестве матриц используют термореактивные полимеры (эпоксидные смолы), которые благодаря поперечным связям имеют высокую термостойкость. На рисунке 1 схематически показан способ изготовления такого композита. Готовые ленты собирают в слоистый листовой материал (аналог фанеры) или же наматывают в более сложные формы и отверждают термообработкой.
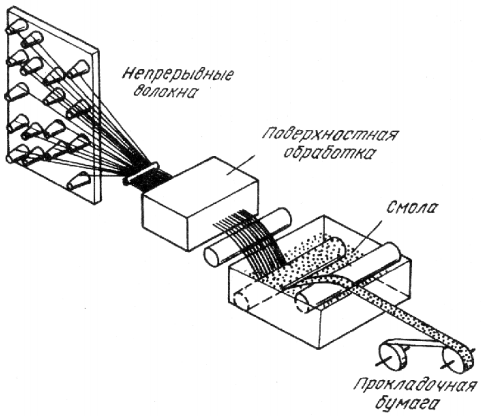
Рисунок 1-Схема изготовления композиционных материалов
Диффузионная сварка под давлением. Является промышленным способом соединения однородных и разнородных металлов. Процесс сварки происходит без расплавления основного металла. В месте сварки деталей происходит диффузия одного металла в другой. Матрицу чаще всего применяют в виде фольги. В качестве упрочнителей применяют волокна, проволоку из различных металлов и нитевидных кристаллы. Принципиальная схема получения КМ диффузионной сваркой под давлением показана на рисунке 2. Основными технологическими параметрами этого процесса являются давление прессования, температура и время выдержки. Упрочнители могут применяться в виде жгутов, тканей, сеток, волокон и др. Прессование может проводится в пресс-формах, обеспечивающих получение готовой детали сложной формы или между обогреваемыми плитами. Таким способом получают листы КМ алюминий - стальная проволока. Собирается пакет, состоящий из чередующихся слоев алюминиевой фольги и проволоки диаметром 0,2 мм. Режим процесса: температура 480°С, давление 10000 МПа и выдержка 20 мин.
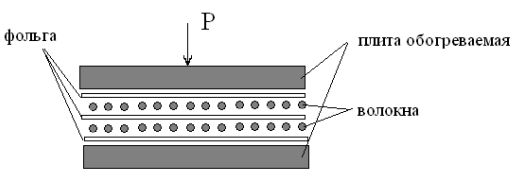
Рисунок 2-Схема получения КМ диффузионной сваркой
Находят применение и другие способы изготовления композиционных материалов - сваркой взрывом, нанесение слоя металла на волокна напылением и др. К композиционным материалам относятся и материалы, упрочненные дисперсными фазами. Чистые металлы не обладают достаточной прочностью, т.е. способны деформироваться при относительно низких напряжениях. Для повышения предела текучести в металлическую матрицу вводят мелкодисперсные частицы, как правило, это оксиды (Аl2O3, SiO2) или другие соединения (нитриды, карбиды, бориды и т.д.), которые создают эффективное торможение распространению дислокаций. Несущим элементом в таком материале является матрица. Дисперсноупрочненные материалы используются главным образом для работы при высоких температурах (САП, САС).
 |
ОБРАТИТЕ ВНИМАНИЕ! На нашем сайте Вы можете заказать решениe заданий по всем разделам материаловедения. Решение предоставляется в печатном виде (в Word) с детальными комментариями. |


Мы в соцсетях



